

Sylinderdefinisjon, prosess og typer
- 2231
- 649
- Marius Aasen
Han sylinder Det er en skjæreprosess for å redusere diameteren på et metallstykke slik at det er jevnere, kompakt eller fin eliminering av overflødig materiale på en kontrollert måte.
I industrielle prosesser har produksjonen av metallelementer utviklet seg på jakt etter metoder for å forbedre aspekter som form og finish; For å oppnå de ideelle dimensjonene og overflatene til produktene som kreves med minimumsfeil/feil.
Figur 1. Singel rundt. Kilde: Pixabay.com Denne geometriske finishen har gitt stor innvirkning siden oppstarten, siden den gjelder metalldeler og tjener til å forbedre strukturell støtte og aerodynamisk aspekt av kjøretøyer og dens arkitektoniske form.
Noen sylinderapplikasjon.
Denne artikkelen presenterer de mest essensielle aspektene ved sylinderprosessen, med utgangspunkt i definisjonen til de forskjellige typene, i tillegg til den generelle prosessbeskrivelsen.
[TOC]
Definisjon
Fra en akademisk tilnærming er sylinderen definert som en prosess som er utført med det formål å redusere diametrene til baren til materialet som er arbeidet.
I en annen ordenrekkefølge er sylinderprosessen operasjonen som en revolusjonssylinder er formet (i henhold til tiltak). I tillegg refererer noen forfattere til når det blir utført i den indre delen av stykket, kalles prosessen interiør, mandat eller perforert.
Sylinderen er også definert som en prosess som utføres ved hjelp av ruller, for å gi konkavitet til plater av en viss tykkelse og hvis kapasitet avhenger av rullens diameter.
Det kan tjene deg: teknologi og vitenskap i nåværende livsstilOppsummert består sylinderprosessen av en mekanisk operasjon hvis formål er å gi sylindrisk form og konkavitet til plater til de danner en sirkel når de blir sammen med endene og/eller kuttet av materialer som danner sirkulære figurer.
Prosess
Arbeidet med en forskyvningsmaskin består av en mekanisme som er i stand til å generere rotasjonsbevegelser mellom krumning av ruller eller forskyvningselementer for å kutte og redusere materiale. Dette gjør det mulig å produsere sylindriske sylindere eller finish med forskjellige diametre og radiale vinkler.
Cylindraine -maskiner har en motor som fungerer gjennom strøm som ofte er festet til et mekanisk overføringssystem som gjør det mulig å redusere eller øke hastigheten avhengig av typen element som skal produseres, støpes og/eller skjære.
Sylinderprosessen er i utgangspunktet utviklet i dreiebenk og avhenger av finishen som vil bli utført, enten til en konstant eller variabel diameter (profil, konisk, avrunding eller achaflanado, blant andre). Prosessen avhenger også av området (utvendig eller interiør).
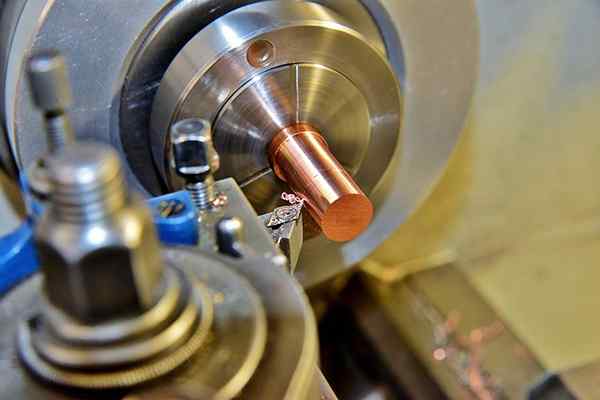
For å utføre disse sylinderoperasjonene i dreiebenken, plasseres skjæreverktøyet og stykket på en slik måte at begge danner en vinkel på 90º, som det kan sees i figur 1, mens bilen beveger seg parallelt med stykket gjennom hele fremskrittet bevegelse.
I prosessen med sylinder av plater brukes et sett med ruller som vil bøye en liten del av arket som forårsaker kontrollerte deformasjoner langs den til en buet seksjon. Brukes til å generere store diametre.
Begynnelsen av prosessen
I begynnelsen ble de forskjellige sylindertypene utført manuelt, siden maskineriet hadde begrensninger for å generere produkter med kvalitetsbehandling, og krever store investeringer og tap av råstoff.
Kan tjene deg: teknologiMen siden automatiseringsprosessen utviklet seg, har disse mekanismene blitt utvidet til forskjellige områder av industriell produksjon, noe som tillot større produksjonsytelse, og dermed optimalisere bruken av råstoff.
Gjennom automatiserte sylinderprosesser utvides også produkter som oppfyller kvalitetsstandardene og deres anvendbarhet til utdyping av maskiner og medisinske elementer, ikke bare bruk av metallet som base, men også andre andre råvarer.
Sylindertyper
Sylindertypene er direkte relatert til utstyret som brukes og mekanikken i prosessen, og danner de fire mest anerkjente sylindertypene: sylinder rundt, sylinder av plater, omfang av ark og profilsylinder.
Singel rundt
Den består av bruken av skjæreverktøy som er utsatt for en støtte som beveger seg langsgående for å sirkulere et stykke materiale som i stor prosent er metallisk.
For å utføre denne typen sylinder, må verktøyet og den tverrgående bilen plasseres og danner en vinkel på 90º (vinkelrett), og beveger seg parallelt langs stykket i den grad som fremmer fremskritt.
Generelt er sylinderprosesser også orientert mot dannelse av indre hull (mandat), ved bruk av dreiebenkerverktøyet for å oppnå større kvalitet og presisjon når det gjelder ønsket indre diameter for stykket.
Omfang av plater
Det brukes til å gi konkavitet til plater av en viss tykk.
Når jernet passerer mellom rullene, er de justert på en slik måte at de genererer krumningsradius som kreves i spesifikasjonene. I tilfeller av å overskride maskinens kapasitet, utføres sylinderen av deler.
Det kan tjene deg: Historie med IKT: Fra sin opprinnelse til i dagOmfang av plater
Denne prosessen utføres vanligvis automatisk og kontinuerlig, så den krever lite arbeid. Den består av to faser: varm rulling og kald laminering.
Opprinnelig brukes veldig lange og brede sylinderens varme ledetråder på hvilke tog med rullende, maskiner og etterklangsovner har blitt arrangert for å varme opp, samt en guillotin for uregelmessigheter som skjærer.
Gjennomgår deretter en kjøleprosess der verktøy brukes til å forbedre den endelige finishen, avhengig av spesifikasjonene som er forespurt.
I de forskjellige sylindertypene blir også estimering av feil tatt i betraktning, som er blitt minimert når utstyret og prosedyrene er perfeksjonert.
Referanser
- Altintas, og. (2012). Produksjonsautomatisering: metallskjæringsmekanikk, maskinverktøy vibrerer og CNC desing. University of British Columbia. Andre utgave: P.4.
- Hernández, l. (2019). Påvirkning av forhåndshastighet og smøring i overflatebehandlingen i en sylinderprosess. Innovasjons- og utviklingsområde, S.L., p.10
- Pujadas, a. og Tower, f. (2005).Utførelse av maskinering, dannede og monteringsprosesser. Paraninfo Editions, S.TIL.2. Utgave: PP.266-267
- Zamorano, s. (2013). "Stålbehandlingsproduksjonslinje". Avhandling. Fakultet for ingeniørvitenskap. Universidad Austral de Chile
- Balcaza styreleder Industrial-Fado-One. Transformasjon ved å konformere- primær transformasjon.
- Leyensetter, a. og Würtemberger, g. (1987). Metallurgisk prosessteknologi. Redaksjonell REVERTE. Reprint, april 2006. p.73.
- « Gauss-Seidel Method Forklaring, applikasjoner, eksempler
- Rural Zone -egenskaper, økonomiske aktiviteter og eksempler »